本文へ移動
TEL.
0564-48-2132
/ FAX.
0564-48-3216
会社概要
beacon
YUKAWACUT
製品情報
採用情報
What's New
新着情報とお知らせ
2023-09-04
beaconアンケート結果を掲載しました。
2023-05-08
隔月刊 地球温暖化5月号で事例紹介されました。
2023-03-08
弊社の感染症予防マスク着用について
もっと見る
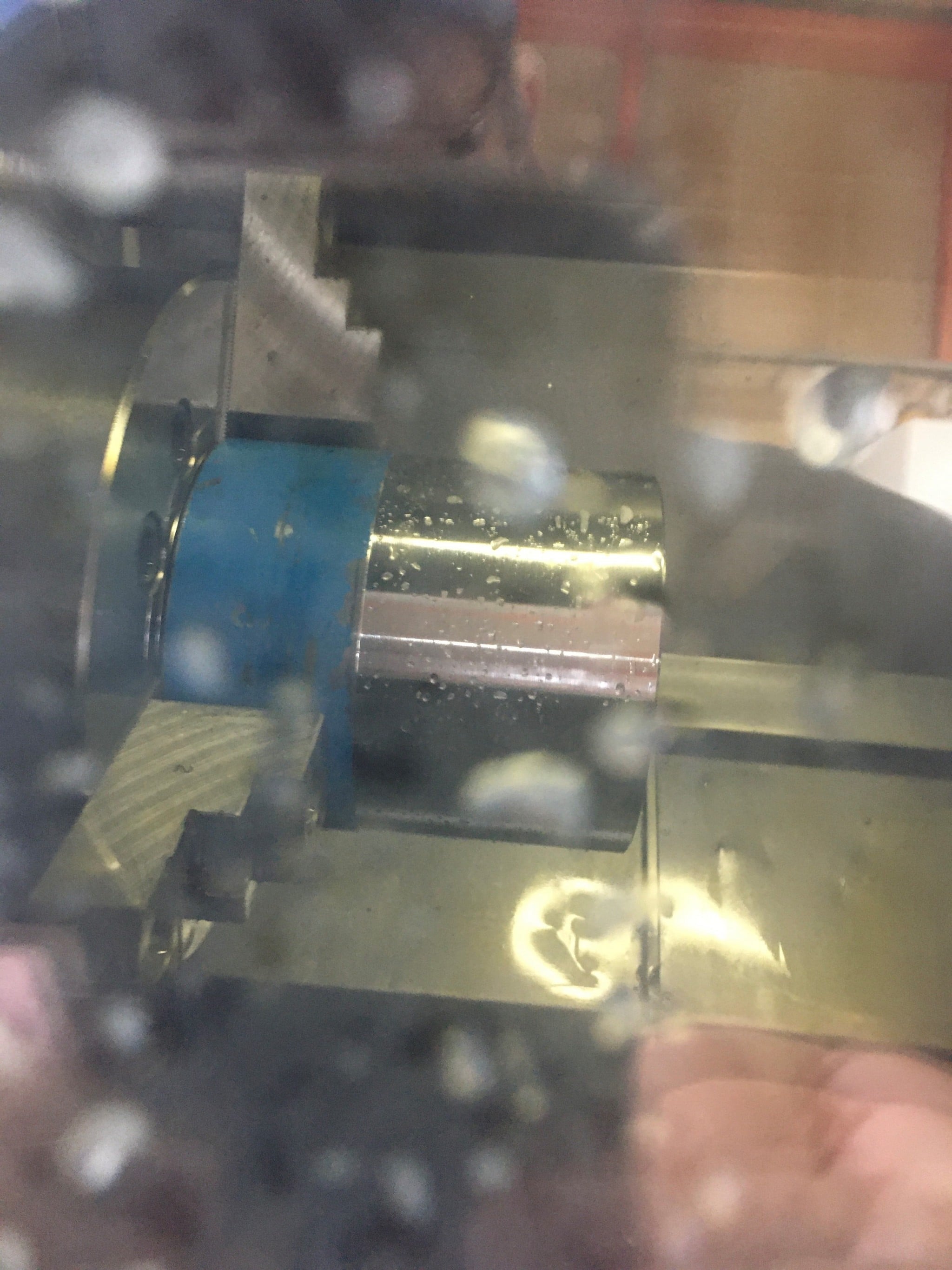
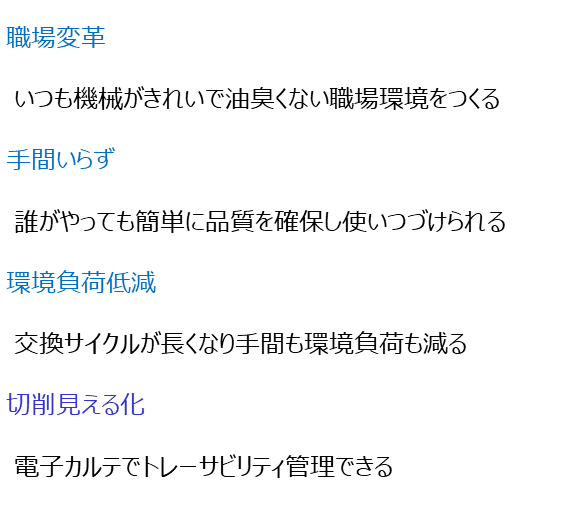
切削油のお困りごとはなんですか?
SDGs達成にアプローチする切削油剤があります
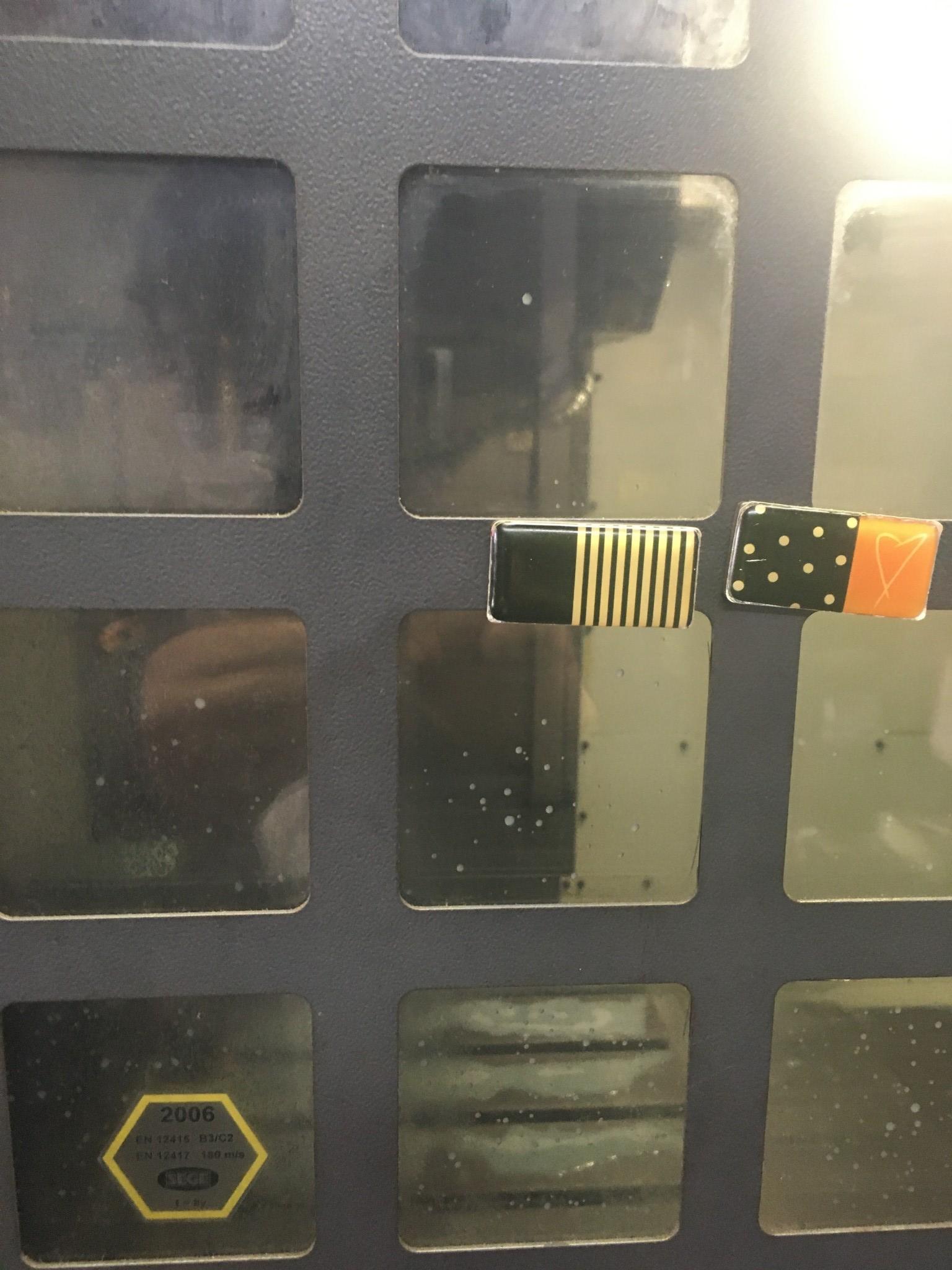
加工点が目視できる
悪臭がしなくなった
切削油の使用量が減った
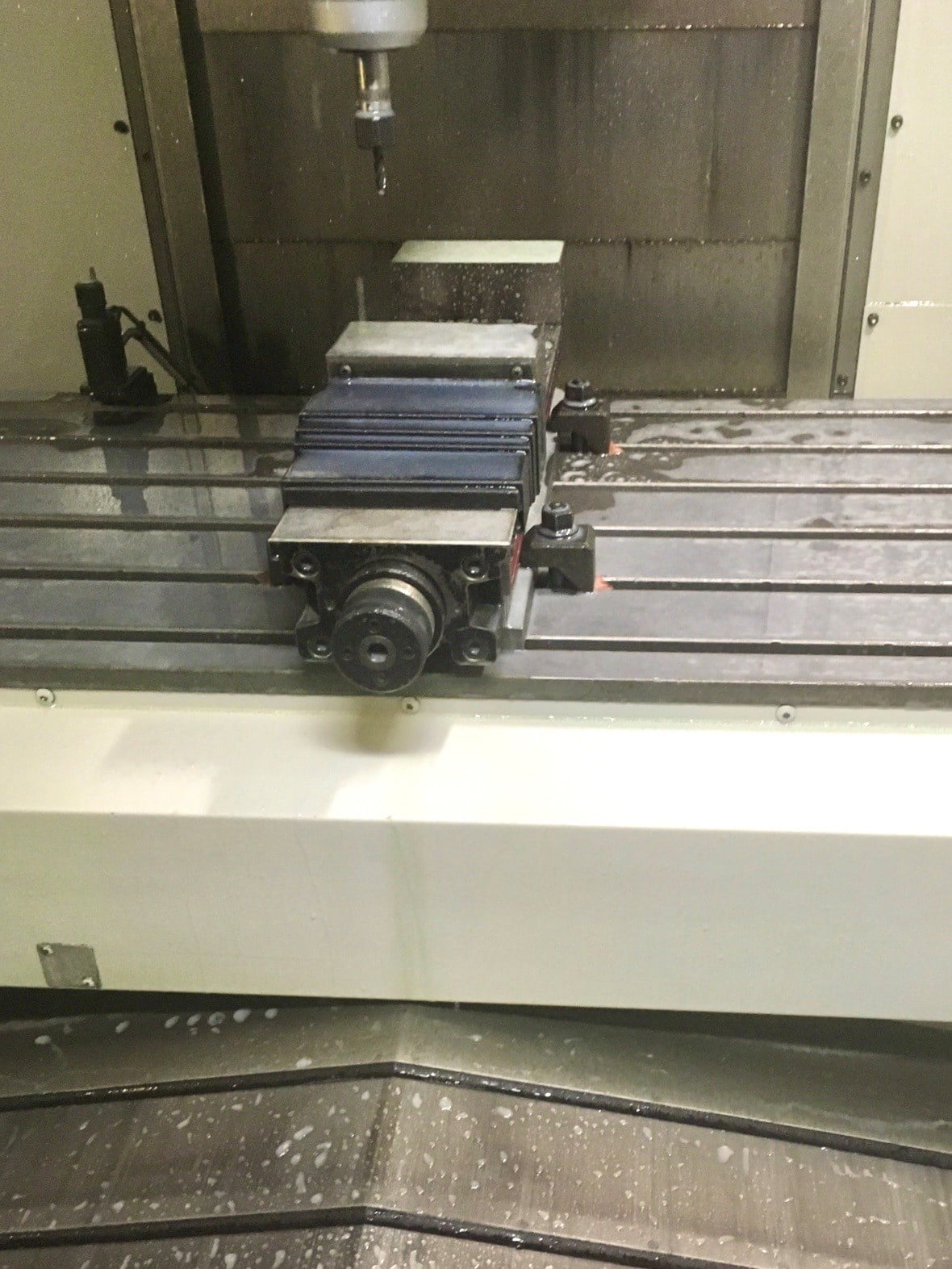
さらっとしていてエアブローが短時間になった
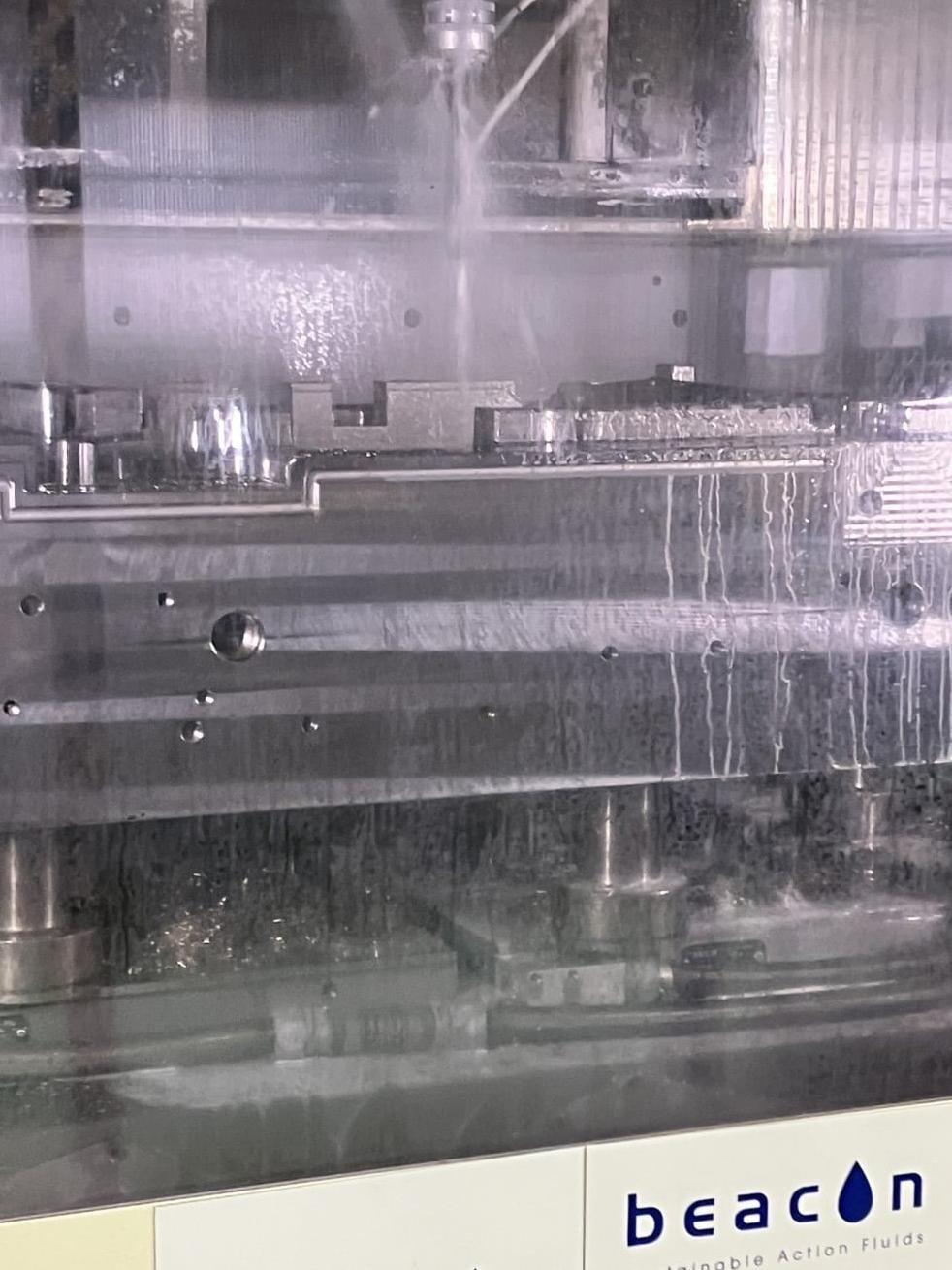
加工室がきれいになった
エマルジョンと変わらない切削性能
無交換記録更新中
銅加工でもワークも液も変色しない
皮膚炎がなくなった
泡立ちから解放された
劣化させずに使い続けて省資源、廃棄物量を減らす。
テーブル上での作業時に滑らなくなって安心して仕事ができる
beaconによる課題改善事例をみる
販売代理店(サステナブルアクションパートナー)募集
beaconのコンセプトを通して、持続可能な⽣産現場をユカワ化⼯油と⼀緒にサポートしていく販売代理店(サステナブル アクションパートナー)を
募集します。 サポート内容は、beaconの販売とbeacon analyticsによる性状データ情報の収集と分析結果に伴う課題解決活動です。
詳細につきましては、営業担当者よりご説明させていただきます。
お問い合わせはこちら
当サイトでは利便性や品質向上のため、Cookieを使用することを推奨しています。
利用する場合は同意するを選択してください。同意をしない場合は、一部機能がご利用できません。
詳細はこちら
同意する
拒否する
TOPへ戻る